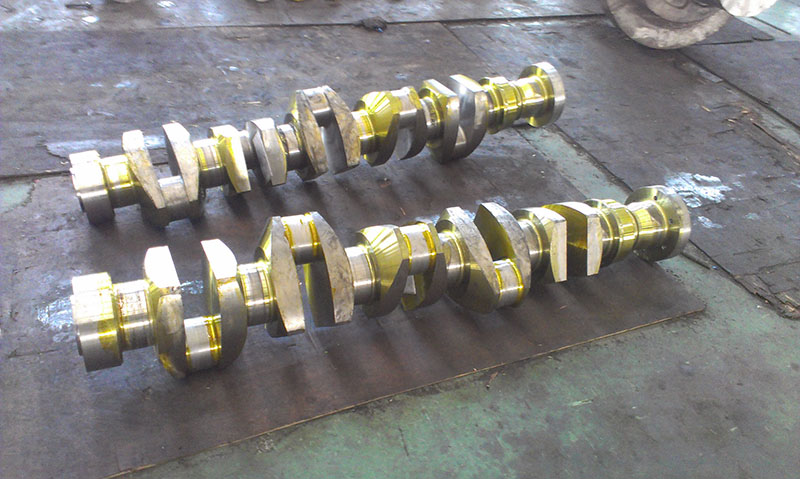
Crankshaft
The Process for the reconditioning could be very professional and complicated as well. We have the service stations and compulsory welding machine and lathe CNC.
|
|
|
Before that, a trueness check of the crankshaft including NDT will be conducted, as well as the dimensions for every necessary journals and wear limits. Since the presence of hard spots in a crankshaft, that often are the consequences of a bearing failure, is very undesirable because it leads to uneven wear and there is an increased risk for cracks to develop over time.
When a four stroke engine crankshaft suffers from an overheated crankpin or main journal, then it may buckle under the influence of the thermal stresses that are included by the bearing failure. A trueness check of the crankshaft will reveal if the crankshaft has suffered from buckling.
It is often possible to straighten the crankshaft in-situ, without removing it from the crankcase. This process is known as “peening”. It is a cold process, whereby a small force is applied to the correct places repeatedly to bring the shaft back to its original straightness.
In conclusion, after reconditioning there will be no cracks, no hot spots, no pits or recess, no burrs or scratches, accuracy and strengthening must conform to the requirements of the standard.
|
|
|
|
 duan@hissenmachinery.com
duan@hissenmachinery.com +86(0)177-01620633
+86(0)177-01620633